

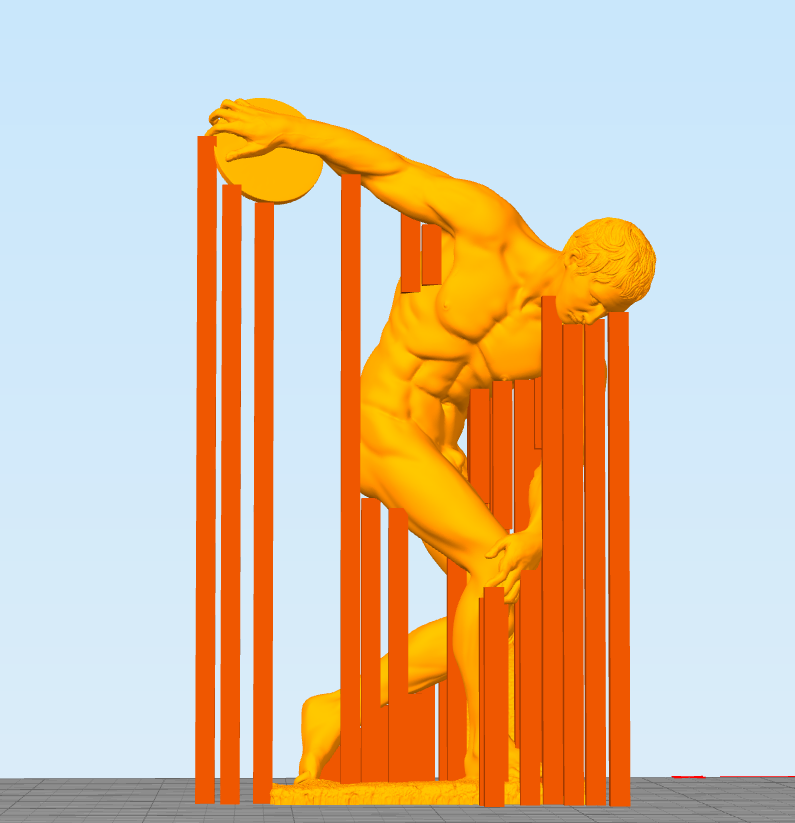
Les supports c’est quoi ?
Ceux qui ont déjà lancer une impression 3d FDM (Fused Deposition Modeling) méthode d’impression 3D additive, le savent : On ne peut pas imprimer dans le vide ! Les supports sont des petits échafaudages qui permettent de palier ce problème. Il convient de générer des supports dès que l’on trouve un angle de 50 à 60 °. Toutefois les paramétrer afin qu’ils se retirent facilement n’est pas si évident.
Quelques astuces :
Dans le logiciel Cura, logiciel de tranchage, pour paramétrer des supports qui se retirent facilement, voici quelques conseils et étapes à suivre pour améliorer l’expérience de retrait des supports tout en maintenant une bonne qualité d’impression.
1. Choisir le bon type de support
Cura propose plusieurs types de supports, chacun ayant ses propres caractéristiques en termes de facilité de retrait :
- Support en « Grille » (Grid) : Simple à imprimer et facile à retirer, mais peut être un peu rigide.
- Support « Arbre » (Tree) : Utilise une structure plus complexe en forme d’arbre, idéale pour des impressions avec des angles ou des zones difficiles d’accès. Bien que plus complexe à imprimer, elle permet une meilleure séparation des supports et est souvent plus facile à retirer.
- Modèle « Lignes » ou Zig Zag : Utilise des lignes droites, ce qui peut faciliter le retrait, mais la structure est plus légère. Zig-Zag est utile pour les surplombs.
Recommandation : Le support Tree est souvent le plus efficace pour un retrait facile, car il crée des structures moins denses et donc plus faciles à retirer.
2. Ajuster la densité des supports
La densité des supports détermine la quantité de plastique utilisée pour les supports. Une densité faible permet un retrait plus facile, mais moins de soutien, ce qui pourrait nuire à la qualité d’impression pour certaines géométries.
- Valeur recommandée : Une densité de 10 à 20 % est souvent un bon compromis. Cela assure que les supports sont suffisamment solides pour soutenir la pièce sans être trop difficiles à retirer.
Pour modifier la densité des supports, vous pouvez ajuster le paramètre « Support Density » dans la section « Support » de Cura.
3. Espacement des supports (Support Z Distance)
La distance entre les couches de supports et la pièce imprimée (paramètre Support Z Distance) joue un rôle crucial dans la facilité de retrait des supports.
- Valeur recommandée : Une distance de 0.2 mm à 0.4 mm est idéale. Cela permet de garantir que les supports ne sont pas trop collés à la pièce, ce qui facilite leur retrait sans endommager la surface. (un multiple de l’épaisseur du fil)
4. Utilisation de la « Interface de support »
La « Interface de support » est une couche supplémentaire entre la pièce et les supports, souvent utilisée pour rendre les supports plus faciles à retirer. Cela peut améliorer considérablement la qualité de retrait.
- Activer l’interface de support : Allez dans la section « Support » et activez l’option Support Interface.
- Vous pouvez également ajuster l’Espacement de l’interface de support pour ajuster la solidité de cette couche intermédiaire.
- Distance Z interface : 0,2 à 0,4 mm.
- Densité de l’interface : 50 % à 80 %.
- Motif : Zig Zag, line ou concentrique.
- Épaisseur interface : 0,6 à 1,2 mm.
- Air gap : 0,2 à 0,3 mm.
5. Réduire la température de l’extrudeuse
Une température d’extrusion trop élevée peut rendre les supports plus difficiles à retirer. Diminuez légèrement la température de chauffe par rapport à celle utilisée pour la pièce, pour éviter une adhésion excessive des supports.
- Température recommandée : Si votre imprimante imprime à 210 °C pour la pièce, essayez de réduire la température à environ 200 °C pour les supports.
6. Utiliser un matériau de support soluble
Si vous avez une imprimante capable d’utiliser des matériaux de support solubles, comme le PVA (acétate de polyvinyl), cela permet de créer des supports qui se dissoudront dans l’eau, facilitant ainsi le retrait sans efforts.
- Sélectionnez le matériau PVA ou un autre matériau soluble comme BVOH dans Cura et ajustez les paramètres en conséquence.
7. Activer le « Support Blockage » pour zones difficiles
Si vous avez des zones difficiles d’accès, vous pouvez activer l’option Support Blockage pour ajuster la zone d’impression et éviter de placer des supports dans des endroits où cela pourrait être gênant.
Résumé des principaux paramètres à ajuster :
- Type de support : Tree (idéal pour un retrait facile).
- Densité des supports : 10-20 %.
- Support Z Distance : 0.2 mm à 0.4 mm.
- Interface de support : Activée pour faciliter le retrait.
- Température d’extrusion : Diminuez de quelques degrés si nécessaire.
Ou alors :
- Matériaux solubles : PVA pour un retrait sans effort. (imprimante multi matière)
Ces ajustements devraient vous aider à obtenir des supports faciles à retirer tout en maintenant une bonne qualité d’impression.
En savoir plus :
(Rédigé avec Chat GPT)
